


Қазіргі уақытта шеге қатарларын өндіру жабдықтарының негізгі түрлері: қағаз жолақ шеге, пластикжолақшеге , болат шеге қатары және т.б., бір шеге пішіні F, T, U және т.б. бөлінеді. Өндіріс процесіне қарай қатар шегелерді екі санатқа бөлуге болады: бірі қағаз қатарлы шегелер, пластикалық қатар шегелер, түзу қатар шегелер; Тағы бір түрі - болат қатарлы шегелер. Оның сипаттамалары келесідей: қағаз қатарлы шегелер, пластмасса қатарлы шегелер: Өйткені мұндай қатарлы шегелерді қолдану беріктікке, қаттылыққа қойылатын талаптар цемент шегелеріндей жоғары болмайды, сондықтан өндіріс процесінде біздің еліміз үшін көптеген процестерді үнемдейді. қазіргі уақытта автоматтандырылған өндіріске қол жеткізуге қабілетті, ал технология жетілген. Зерттеуден кейін мұндай шегелер үшін пайдаланылатын материал негізінен көміртекті болат болып табылады. Жалпы өндіріс процесі келесідей: дөңгелек сым тегістеу машинасының көмегімен түзетіліп, тегістеледі және белгілі бір мөлшердегі катушкаға орнатылады және сым белдеуін жасау үшін желімдеу машинасымен желімделіп, кептіріледі, ал сым белдік жіберіледі. бүкіл өндірістік процедураны аяқтау үшін кесу, қалыптау және бағыттау үшін қалыптау машинасына. Болат қатарлы шегелер - бұл жоғары беріктігі, жоғары қаттылығы, бетонға және басқа салыстырмалы қатты материалдарға шегеленуі мүмкін, болат қатарлы шегелердің сипаттамаларына байланысты көптеген қатарлы шегелердің бірі:
а. Бір болат шегенің диаметрі 2,2 мм, ал ұзындығы 18 мм, 26 мм, 38 мм, 46 мм, 50 мм, 64 мм және басқа да әртүрлі сипаттамалар.
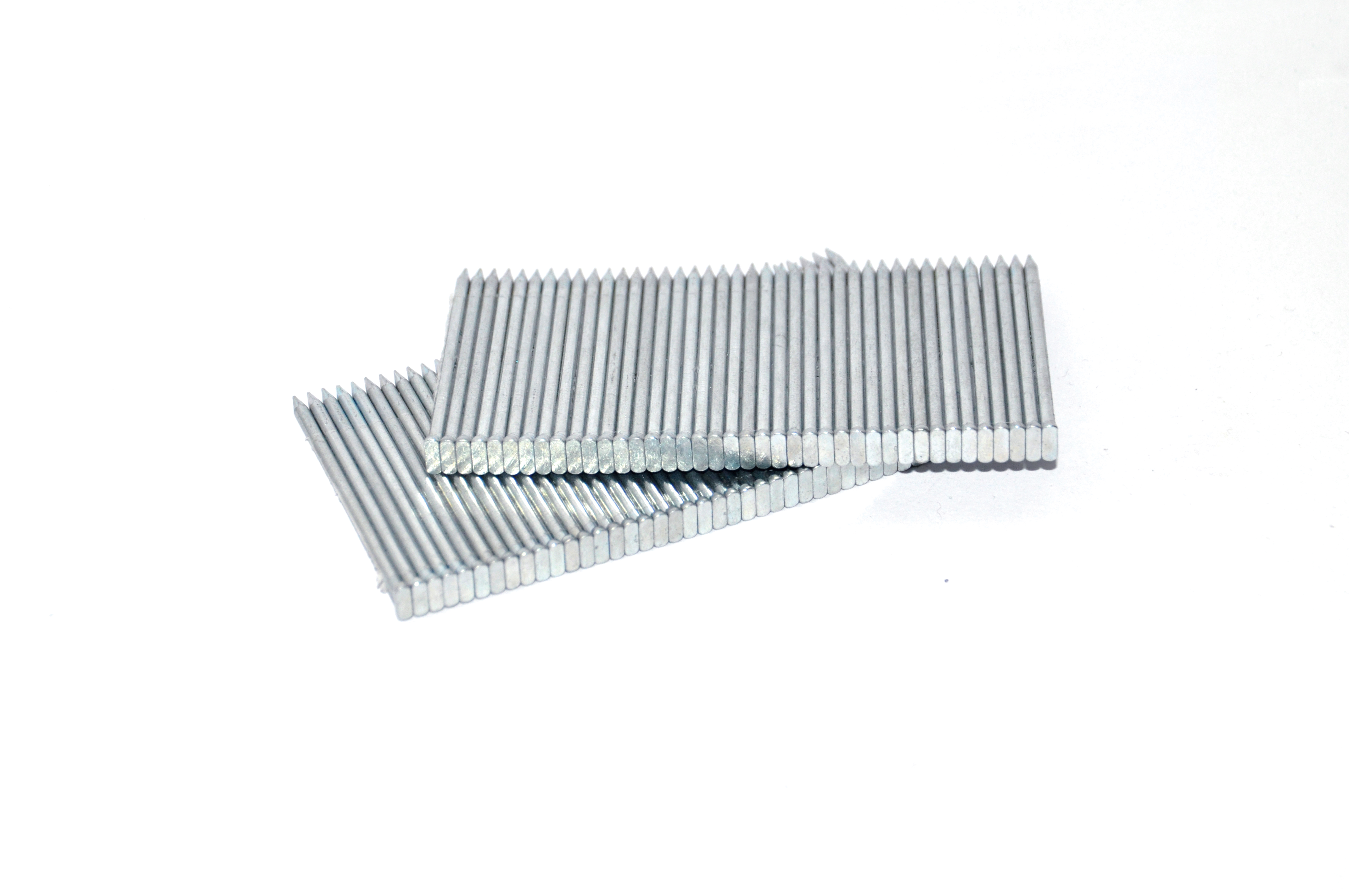
б. Болат шегелер қатарынан 40 болат шеге болуы керек, ал үстіңгі және бүйірлері қисықсыз тегіс болуы керек.
в. Тырнақ қатары белгілі бір қаттылық пен беріктікке ие болуы керек: бір ұшын ұстаңыз, ал екінші ұшы батып, сынбауы керек.
г. Шегелер бір-бірімен тығыз байланыста болуы керек, ал бос орын болмауы керек. Желім біркелкі қапталған, ісіктер мен көпіршіктер жоқ, желімнің шекарасы тырнақ басынан 10 мм төмен шектелген.
Болат шеге - шикізат ретінде дискідегі дөңгелек сым, сым тарту машинасы болат шеге қатарында талап етілетін сым диаметріне бірнеше рет, болат шегелердің сипаттамаларын шығару үшін шегелеу машинасы арқылы, термиялық өңдеу пешімен сөндіріледі, содан кейін жылтыратылады. жылтырату машинасымен, содан кейін гальванизацияға арналған мырышталған жабдықпен, ең соңында қолмен желімдеу арқылы болат шегелерді білікті өнімдер қатарына шығарады.
Болат қатарлы шегелер мен қағаз, пластик, түзу және басқа қатар шегелердің айырмашылығы
Болат қатарлы шегелер басқалардан өте ерекшеленеді. Біріншіден, олардың қолданылуы әртүрлі; Екіншіден, шегелердің екі түріне қолданылатын материалдар, өндіріс жабдықтары және өндіріс процесі өте ерекшеленеді. Әзірге болат шеге өндіру процесін автоматтандыру мүмкін емес, тек бір болат шеге шығара алады, содан кейін шегені қолмен аяқтайды; Қағаз, пластмасса, түзу және басқа қарапайым қатарлы шегелерді өндіру негізінен автоматтандырылған, ал тиімділігі салыстырмалы түрде жоғары.

![~[6PHCON20$7]]XS69]TSRF](http://www.hbunisen.com/uploads/6PHCON207XS69TSRF.png)
Жіберу уақыты: 11 қаңтар 2024 ж